淺析印刷標準化控制技術2
發表時間:2025-12-30 16:00作者:王丹丹來源:智能印刷 完整的標準化控制體系涵蓋印前、印刷和印后三個階段,其中包含了“人、機、料、法、環”等諸多方面。本文將以印刷工藝流程為主線,圍繞印前輸入、圖文處理及印刷輸出,從印刷標準化控制的關鍵環節、先進技術的應用以及未來發展幾方面,對印刷標準化控制技術進行分析總結,以期為印刷行業的標準化和智能化發展提供參考。 印刷作為一種廣泛應用于包裝、出版等行業的重要生產工藝,其質量控制對于保證印品品質、提高客戶滿意度至關重要。隨著市場競爭的日趨激烈,印刷企業面臨著提高產品質量、降低生產成本、縮短交貨周期等多重壓力。而印刷標準化控制,通過制定并執行一系列標準、規范和流程,可以確保印刷過程的穩定性和可控性,對提升產品質量和企業品牌影響力、核心競爭力具有重要意義。 印刷標準化控制的關鍵環節 1.光源及顯示器 光源是影響看色結果的重要因素,具體主要包括光源的色溫、顯色性、照度等指標。以色溫為例,色溫越高,光源發出的光越冷,觀測的顏色也就偏冷。因此,在實際工作中要保證看色光源的標準化,避免因此帶來觀色結果的偏差。 在印刷行業,常用的標準光源主要有D50和D65。在此以BabelColor CT&A生成的D50光源測量報告為例對光源進行評價,如圖1所示。
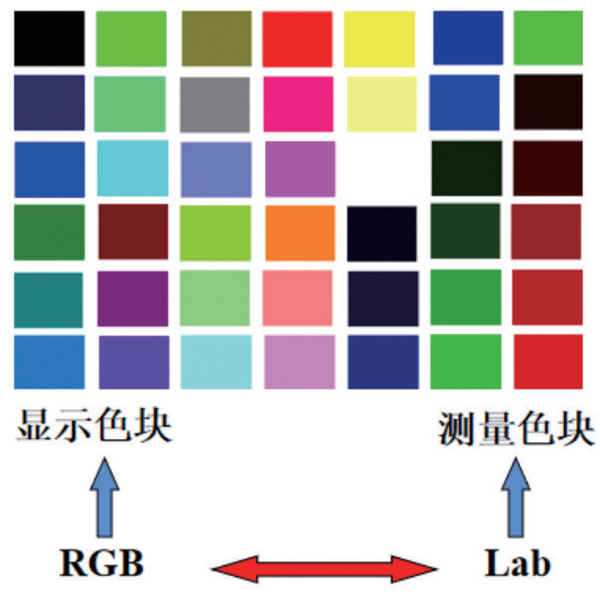
圖1 BabelColor CT&A光源評價報告 通過圖1可知,對光源的評價主要包括IIIuminance(照度)、Brightness uniformity(亮度均勻性)、CCT(色溫)、CRI(顯色 指 數 ) 和 M I ( 同 色 異 譜 指 數 ) 。 根 據 I S O 3664:2009中的相關標準要求,觀察印刷品應用P1條件,需滿足以下標準要求:觀察區域中心的照度為(2000±500)lx;1m2觀察區域內,亮度不能小于中心的75%;色度坐標u′10和v′10分別在坐標0.2102和0.4889半徑0.005以內;同時,顯色性指數不小于90;另外,用ISO/CIE 23603的方法評估光源的同色異譜指數,評級在C級以上。在實際工作中,可以通過評價報告標記的顏色直觀地看到光源的狀態,綠色代表合格,紅色代表不合格。 除看色光源以外,作為顯色設備,顯示器是印刷工藝流程中色彩管理的核心設備之一,印前人員通過在顯示器上查看和調整圖像的色彩,以確保其符合客戶的期望和印刷標準,因此對顯示器進行色彩管理,保證其處于標準顯色狀態具有重要意義。首先,顯示器的色彩管理需要對顯示器的白點、亮度、對比度和Gamma等參數進行校正;其次,應用測量設備依次測量并收集顯示器所顯示的色塊顏色,進而完成特性文件(ICC)的制作,顯示器特性化原理如圖2所示;
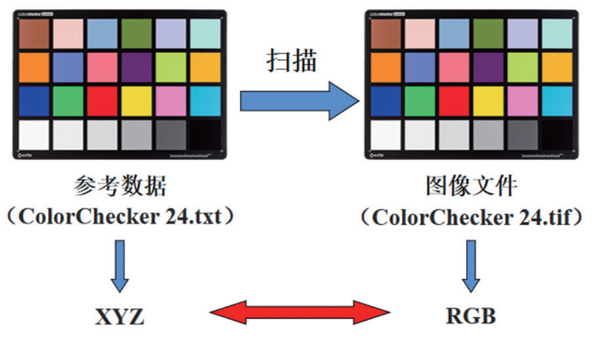
圖2 顯示器特性化原理 最后,需要將制作的特性文件加載并指定為顯示器的顯色文件。除此以外,為了進一步驗證顯示器顯色是否標準,還可以在I1Profiler等軟件中進行QA評價,當評價結果不合格時,則需要對顯示器顯色狀態進行進一步調整。 2.圖文輸入 當對書籍或者畫作等原稿進行印刷復制時,往往需要將這一類原稿轉換成電子文件,這一過程就是圖文輸入。圖文輸入往往會用到掃描儀或者數碼相機等RGB設備,而這一類設備也是影響顏色再現的重要因素,因此也需要對這類設備進行有效的色彩管理,包括對設備的校正及ICC的制作等,制作生成設備的特性文件后,需要將該ICC在后續的圖文處理過程指定到掃描或拍攝的電子文件中。掃描儀特性文件制作原理如圖3所示。
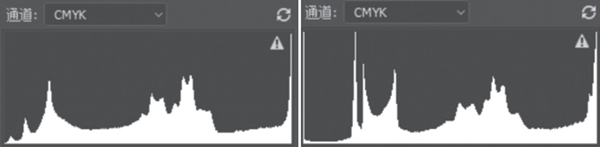
圖3 掃描儀特性文件制作原理 3.圖文處理 印前圖文處理主要是指使用Photoshop、Indesign等軟件對電子文件進行調圖、分色、排版、加網等,使之能夠用于后續的制版和印刷。印前圖文處理是印刷工藝中不可或缺的一環,它直接關系到印刷品的質量和效果。通過標準化的處理和調整,可以確保原稿的信息在印刷過程中得到準確、清晰的再現。在圖文處理軟件中,標準化的參數設置對顏色處理有著至關重要的影響。以Photoshop為例,ISO 300在不同的ICC文件進行分色時的直方圖如圖4所示,圖4a是在JapanColor2001 Coated下的分色效果,圖4b是在JapanColor2001 Uncoated下的分色效果。由圖4可知,同樣的圖片文件經過不同的特性文件分色,顏色會有所差異,也說明在印前流程中參數的正確設置至關重要。為了保證顏色的一致性、準確性傳遞,有必要對印前處理環節建立標準化流程。
圖4 ISO 300在不同ICC下分色的直方圖 4.圖文輸出 圖文輸出包括輸出電子文件、數碼打樣、印版輸出和印刷輸出。輸出電子版的文件需要從頁面文件、圖片內容、文字內容等方面滿足印刷要求,其中頁面文件主要包括尺寸、出血位、印刷標記等;圖片屬性主要包括顏色模式、分辨率等;文字屬性則主要包括字體、顏色等,具體可在Acrobat中通過“印刷檢查”制作好檢查內容并對印刷文件進行規范化檢查,進而保證文件的規范化。 數碼打樣主要是在印刷前對樣張的顏色質量、圖文編排等進行檢查,確保正式印刷前發現并糾正可能出現的問題。同時,作為印刷工作的參考樣張,顏色的準確性也至關重要。對打樣機進行色彩管理是保證顏色準確性的有效手段,使用專業的色彩管理軟件通過打樣機模擬印刷機的顏色,并將色差控制在合理范圍內,能夠使打樣的顏色更加準確。需注意的是,當印刷使用的紙張和油墨等材料發生變化時,印刷機的ICC會有所變化,此時對于數碼打樣機也需要重新進行打樣流程的更新。 印版是傳統印刷中不可或缺的印刷要素,印版的標準化輸出有助于確保印刷品質量穩定、提高生產效率、降低生產成本,而控制印刷輸出則需要關注制版設備的狀態,如顯影液、溫度等,對制版條件做好記錄也有助于控制印版狀態。通常對印版的檢查主要包括咬口正確、十字線套準、50%網點質量、2%網點不丟、98%網點不糊、版面整潔等。這些規范確保了印刷品在出版階段的質量穩定性。 印刷輸出環節控制的內容包括了環境溫濕度、橡皮布、潤版液、墨輥以及印刷機壓力、水墨平衡等,而對于印刷產品則需要通過實地密度、色度、網點擴大率、灰平衡等進行評價,對于膠版印刷,可參考ISO 12647-2進行評價。對印刷機進行色彩管理也是控制并保證印刷顏色準確性的重要方法,通過規范生產條件,并進行印刷測試,制作特定紙張和油墨條件下的印刷曲線,將其應用于生產流程中,能夠有效提升生產效率,提高顏色的準確一致性。 除了對上述環節進行標準化控制外,在印刷生產時,材料的穩定性也對印刷品的質量有較大影響,如油墨、紙張、潤版液、版材等,應盡量保持材料的一致性,當更換材料時,則需要重新進行印刷測試。在此需要說明的是,對于設備的特性文件,即ICC,僅針對當前條件下用于描述設備的顏色特性,當設備或材料等外在條件發生變化時,該ICC也需要隨之重新制作。 現代技術在印刷標準化控制中的應用 1.數字化工作流程 數字化工作流程是印刷質量控制的基礎,該技術能有效地將印前、印刷和印后各個環節的生產流程整合在一起,進行信息的無縫傳遞和自動化處理。通過數字化工作流程,從客戶的文件輸入到最終的印刷成品輸出,整個過程都可以通過數字化的手段進行精確的管理和監控。 2.色彩管理系統 色彩管理系統是確保印刷品顏色一致性和準確性的重要工具。它通過對設備的校準,建立設備的特性文件,并在不同的設備之間進行顏色轉換和匹配,從而實現顏色的一致性傳遞。現代印刷企業中,色彩管理是實現標準化控制的重要手段之一。 3.印前返單追樣 當印刷樣始終無法追上客戶樣(或數碼樣)時,調圖是解決此問題的方法之一,而調圖曲線受印前工作人員操作的影響各有不同。印前返單追樣系統可以通過分析印刷樣和客戶樣的顏色差異進行計算,并最終擬合出最佳的調圖曲線用于印前使用。該方法一方面有效提升了工作效率,另一方面,通過數字化的顏色分析也減少了因人工調圖帶來的顏色差異,使顏色更為準確可控。 4.智能控制系統 智能控制系統是印刷質量控制的未來發展方向。它結合了人工智能、機器學習和大數據分析等技術,實現了對印刷過程的智能化控制和優化。智能控制系統可以通過對歷史生產數據的分析,建立印刷質量預測模型,自動調整印刷機的參數,實現對印刷質量的實時優化。 結語 隨著大數據、云計算、人工智能等信息技術的普及,數字印刷技術發展勢頭強勁,呈現產品靈活多樣化、生產全流程數字化、品質管控標準化、應用場景體驗化等趨勢。未來,印刷標準化控制技術的發展將更加注重智能化、高效化和環保化。印刷企業應順應時代發展,積極探索和應用新技術,完善生產流程,加強技術創新和人才培養,開發適合企業自身特點的標準化控制手段,不斷提升企業的核心競爭力,推動企業乃至整個印刷行業的標準化和智能化發展。 |
CHINA PRINT 2021
 視頻訪談 視頻訪談 副標題 新聞中心 新聞中心 副標題 |
Copyright ? 20013-2015 《印刷工業》雜志社有限公司