凹版印刷中油墨表面張力與印刷色序的研究5
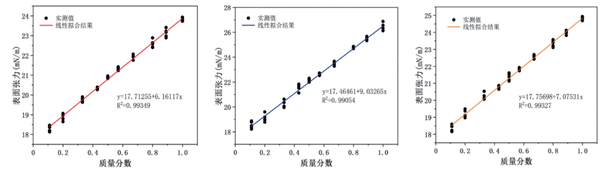
發表時間:2026-01-05 14:47作者:張華宣 翁聰澤 沈斯易來源:智能印刷 在凹版印刷中,油墨的表面張力特性與色序排列是影響印刷品質量的核心因素。本研究通過分析二者間的相互作用機理,旨在優化印刷參數、改善疊印效果,從而提升工藝適應性,篩選出與印刷色序密切相關的典型產品樣本。基于光學接觸角測量設備對不同稀釋比例的油墨表面張力展開分析,通過評估樣本涂布于銅版紙表面的油墨的流平性能,確定最佳稀釋參數。運用模擬疊印工藝對比不同油墨的表面張力特性,構建科學合理的印刷色序方案。本研究提出的表面張力調節策略能夠顯著提升油墨疊印適配性、成功解決了疊印不良等印刷適應問題,為凹版印刷工藝的優化提供了可靠的理論依據和切實可行的技術路徑。 隨著綠色包裝理念的普及,包裝材料的油墨及印刷工藝迎來了更嚴苛的挑戰。油墨,主要由主劑(顏料和連接料)和助劑組成。助劑通過調控表面張力,影響油墨在凹版上的鋪展和固化效果,為最終決定印刷品色澤、精度和質量起到決定性作用。 為增強印刷品的視覺質感、拓展色域表現,疊色印刷工藝被廣泛應用,以提升圖文層次與立體效果,科學設定印刷色序,不僅關系到色彩還原的準確性,還與油墨呈色特性、物理屬性密切相關。實際情況表明,油墨品質偏差或色序編排不合理,極易引發流平異常、疊印瑕疵等工藝缺陷,對印刷適性產生顯著影響。 油墨與紙張的結合性能,是決定印刷質量的關鍵因素,其核心指標包括墨層儲量、滲透效率等,這些參數受油墨表面張力、粘度,以及基材表面能等多因素協同調控。根據界面熱力學原理,當基材表面自由能大于油墨表面張力(接觸角θ<90°),油墨便能在基材表面實現良好潤濕。該理論框架為印刷工藝優化提供了雙重調控路徑:一方面,可通過優化油墨配方,降低其表面張力;另一方面,能采用電暈處理、等離子體改性等表面工程技術,提升承印物表面自由能。 不過,現行生產實踐中存在兩個技術瓶頸。其一,傳統色序的確定依賴試錯法,需要多次上機驗證與調整,既耗費時間,又浪費材料。其二,BOPP剝離強度測試、達因筆表面張力測試等傳統檢測手段,測試結果受人為操作影響極大,主觀性強且重復性差。同時,這些方法難以對表面張力參數進行定量化分析,無法為印刷工藝優化提供可靠依據。 目前,接觸角測量方法可用于衡量油墨在紙張上的鋪展與滲透效果,但接觸角測量儀大多數應用于煙用材料包裝機上機適應性的研究。董浩等通過接觸角分析法,系統比較了水性和溶劑型油墨在接裝紙基材上的潤濕差異,為界面性能研究提供了參考。陳欣等通過鍍鋁紙接觸角測試,揭示了吸水速率對卷煙機上機適應性的影響機制。值得留意的是,前人研究大多聚焦于基材表面性能表征,而油墨界面張力與印刷色序的量化關聯機制,尚未被充分闡明。 鑒于此,本文將接觸角測量技術應用于印刷適應性領域,通過量化凹印油墨的表面張力,探索最佳印刷色序組合,以解決流平不佳、疊印不良等關鍵適性問題,為印刷工藝優化提供新方法。 材料與方法 1.材料和儀器 主要材料:產品1所用油墨(底金、專紅、橙金),購自浙江美濃涂料有限公司;產品2所用油墨(淺藍、深藍、紫藍),購自深圳市深賽爾股份有限公司;銅版紙,福建泰興特紙有限公司;白芯白卡紙,金太陽紙業有限公司;正丙酯,唐山三友化工股份有限公司;二碘甲烷(化學純),國藥集團化學試劑有限公司;超純水,實驗室自制。 主要儀器:DSA30S型光學接觸角測量儀,上海市克呂士科學儀器有限公司;Unique-S15型超純水系統,廈門銳思捷水純化技術有限公司;ME104E型電子天平,感量0.0001g,瑞士METTLER TOLEDO公司;QBB QG-50mL不銹鋼比重杯密度杯,南京科睿才設備有限公司;RK凹版涂布機,英國RK Print Coat儀器設備公司。 2.方法 (1)樣品前處理 采用正丙酯稀釋油墨,按重量比稀釋,原墨與正丙酯的稀釋比例分別為1:0、8:1、4:1、2:1、4:3、1:1、3:4、1:2、1:4、1:8,得到相應的樣品。稀釋底金油墨,得到樣品a1~a10;稀釋專紅油墨,得到樣品b1~b10;稀釋橙金油墨,得到樣品c1~c10。 (2)油墨密度的測定 使用分析天平和比重瓶進行稱重法測定:首先稱量空比重瓶質量,為M1,用待測溶液潤洗比重瓶1~3次,隨后沿內瓶壁緩慢注入油墨至比重瓶裝滿樣品液,加蓋后擦除外溢液滴,用濾紙吸干外部附著液體,確保瓶身無殘留液體,再次稱量加液后比重瓶的重量,為M2,比重瓶的體積用V表示,根據式(1)計算出液體的密度 (3)油墨表面張力的測定 采用DSA30S光學接觸角測量儀的懸滴法進行測量。將待測液體滴加至外徑為1.8mm針管尖端,借助重力形成穩定懸滴,基于楊-拉普拉斯(Young-Laplace)方程對懸滴輪廓的形狀和大小進行數學建模,結合圖像分析技術計算表面張力數值。在測試過程中,為提高測量準確度,需確保密度數值準確,且懸滴液處于懸而未滴的狀態,形狀系數B保持在0.60±0.06范圍內。 (4)接觸角的測定 基于DSA30S型光學接觸角測量系統,采用座滴法開展接觸角測定,測試時設置固定液滴體積為2μL,注射速率控制為2μL/s。針對不同粘度樣品選用相應的針頭,高粘度液體選用外徑約為1.8mm的針管,低粘度液體選用外徑約為0.5mm的針頭。利用Ellipse(Tangent-1)算法對液滴輪廓進行擬合分析,系統自動校準基線位置,確保接觸角計算精度。每次測量連續采集15幀圖像(間隔0.5s),通過圖像處理技術獲取接觸角數據,確保數據可靠性。每組樣品實施5次平行測定,最終測試結果以算術平均值為準。 (5)紙張表面自由能的測定 在標準溫濕度環境下,采用微量移液器在紙張表面分別滴注超純水與二碘甲烷標準液滴。依據前文標準測試流程,運用接觸角測量技術獲取兩種液體在紙張表面的平均接觸角值。基于Owens-Wendt-Rabel-Kaelble表面自由能計算模型,聯立超純水與二碘甲烷的表面張力及其極性/色散分量,通過Young方程聯立方程組推導得到紙張的表面自由能數值。 結果與討論 1.樣品的密度和表面張力 印刷色序的確定需綜合考量油墨透明度、干燥性能及表面張力的關鍵參數。本研究中底金、專紅、橙金油墨的透明度和干燥性能相差不大,故重點聚焦表面張力對色序的影響機制。通過調節溶劑稀釋比例,系統研究油墨表面張力變化規律,按照前文所述制備3組梯度稀釋樣品(a1~a10、b1~b10、c1~c10),并分別測定樣品的密度和表面張力。實驗數據顯示,隨著稀釋比例的遞增,油墨質量分數呈梯度降低趨勢,同時,密度與表面張力參數協同下降。如圖1所示,質量分數和表面張力呈顯著線性正相關,表面張力隨著質量分數的升高而規律性遞增。原墨的表面張力測試值依次為專紅(26.40mN/m)>橙金(24.83mN/m)>底金(23.83mN/m),該序列與現行生產工藝色序完全吻合,該發現為基于表面張力梯度建立印刷色序決策模型提供了理論支撐。
圖1 表面張力與質量分數的關系圖 2.樣品的鋪展性 隨著溶劑添加量的遞增,油墨質量分數呈現梯度遞減趨勢,表面張力同步降低。根據界面物理化學理論框架,當液體的表面張力低于固體表面自由能時,液固界面將形成理想潤濕狀態,確保油墨的均勻鋪展與附著。根據前文所述方法測定銅版紙的表面自由能,結果為43.41mN/m,顯著高于底金(23.83mN/m)、專紅(26.40mN/m)、橙金(24.83mN/m)這3種油墨的表面張力,這一結果表明銅版紙與實驗油墨間存在良好的界面潤濕性。基于界面熱力學理論,建立液滴鋪展模型發現:當油墨表面張力降低時,液滴回縮驅動力隨之減弱,其鋪展效能與表面張力呈現顯著負相關。那么能否進一步稀釋油墨,使油墨的表面張力足夠低,使得油墨更容易在銅版紙上鋪展,于是采用RK展色儀對梯度稀釋樣品(a1~a10、b1~b10、c1~c10)進行涂布實驗。如圖2所示,隨著稀釋比例增大,墨層厚度顯著變薄,同時出現色彩濃度梯度分布不均現象。綜合印刷適性評價結果,建議將稀釋比例嚴格控制在1:1以內,以平衡墨層流平性與色彩均勻性。
圖2 樣品鋪展在銅版紙上的展示圖 3.印刷色序 基于前文測試結果,確定油墨與正丙酯的最佳配比為2:1,在溶劑型凹版印刷工藝中,采用干式疊印模式,即前色墨膜達到半固化狀態時進行后色疊加,兩色間的結合通過熱風干燥系統實現。疊印效果與油墨界面結合力密切相關,界面結合力越高,色彩疊印效果越優。根據潤濕理論,理想疊印需滿足以下條件,一是先印墨膜表面可被后印油墨完全潤濕;二是先印油墨的內聚力需大于后印油墨內聚力。 實驗數據顯示,樣張A、B、C的表面自由能依次為40.55mN/m、38.77mN/m、39.38mN/m,a、b、c油墨的表面張力分別21.93mN/m、23.46mN/m、22.57mN/m,三者均低于樣張表面自由能,滿足條件一的潤濕要求。根據表面熱力學理論,內聚力作為分子間作用力的宏觀體現,與表面張力存在正相關關系:油墨分子間作用力越強,內聚力越高,使得油墨分子排列更加緊密,導致表面張力升高。因此,條件二要求可以轉化為表面張力梯度要求:先印油墨界面張力大于后印油墨界面張力。基于實測數據排序:專紅(23.46mN/m)>橙(22.57mN/m)>底金(21.93mN/m),最終確定印刷色序為專紅、橙金、底金,與生產實際一致。
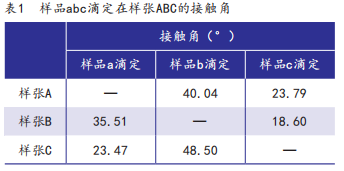
通過模擬疊印工藝驗證色序方案:按油墨與正丙酯的體積比為2:1稀釋底金、專紅、橙金油墨制得樣品a、b、c,將其均勻涂布于銅版紙表面,干燥后分別標記為樣張A、B、C。通過交叉滴定實驗(樣品a涂布于B/C,樣品b涂布于A/C,樣品c涂布于A/B),利用接觸角儀量化分析不同組合的潤濕特性。如表1所示,b滴定在A、C上的接觸角值分別為40.04°、48.50°,均為各組最大值,表明專紅油墨應放在第一道印刷。a在B上的接觸角為35.51°,遠大于滴定在C上的23.47°,說明底金墨層適合作為末道色序。c在A、B上的接觸角分別為23.79°、18.60°,均呈現較低值,驗證了橙金接觸角(°)樣品a滴定 樣品b滴定 樣品c滴定樣張A — 40.04 23.79樣張B 35.51 — 18.60樣張C 23.47 48.50 —表1 樣品abc滴定在樣張ABC的接觸角接觸角(°)淺藍油墨滴定 深藍油墨滴定 紫藍油墨滴定淺藍樣張 — 40.04 23.79深藍樣張 35.51 — 18.60藍樣張 23.47 48.50 —表2 淺藍、深藍、紫藍油墨滴定在其涂布后的樣張上的接觸角作為中間色序的合理性。因此,印刷色序應該為專紅、橙金、底金,這與表面張力推測出來的結果是一致的,說明以表面張力確定印刷色序的方法是可行的。
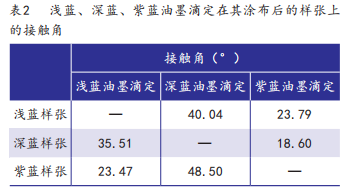
4.應用 當生產實際色序與基于表面張力梯度理論的色序決策模型存在偏差時,可通過油墨配方優化實現表面張力參數匹配。以產品2為例,淺藍(24.73mN/m)、深藍(25.51mN/m)、紫藍(24.54mN/m)三色油墨理論色序應為深藍、淺藍、紫藍。表2中接觸角數據表明,淺藍油墨滴定在深藍樣張的接觸角較小,因此深藍應當放在淺藍前印刷;紫藍油墨滴定在淺藍樣張上的接觸角較小,因此淺藍應當放在紫藍前印刷。據此推斷,印刷色序應當遵循深藍、淺藍、紫藍的梯度排列,這與表面張力的結果是一致的。但實際生產中采用淺藍、深藍、紫藍的固定色序,導致出現印刷適性問題。基于溶劑配比優化策略,通過精確調控溶劑或助劑量實現深藍油墨表面張力的精準調控,使其表面張力值成功降至淺藍與紫藍油墨界面張力區間內,形成淺藍(24.73mN/m)>深藍(24.12mN/m)>紫藍(23.74mN/m)的表面張力梯度,成功解決疊印不良問題。 結語 本研究建立了凹版印刷中油墨表面張力梯度調控與印刷色序優化的量化關系模型,主要可獲得以下結論: 1)凹版印刷中油墨的表面張力會隨著溶劑稀釋比例的增加而逐漸降低,與油墨的質量分數呈現負線性相關。因此,可以通過加入溶劑來調整油墨的表面張力,當溶劑添加量增加時,油墨的表面張力隨之降低。 2)稀釋度對墨層流平性能和色彩均勻性有雙重影響:稀釋度增加可提升油墨的流平性能,但會導致色彩飽和度下降和墨層厚度不均勻。綜合印刷適性評價:建議將原墨和溶劑/助劑按體積比的稀釋比例控制在1:1以內。 3)提出基于表面張力梯度的色序決策準則:用表面張力較高的油墨優化印刷,后續油墨表面張力依次遞減。此方法不僅可以確定印刷色序,還可以通過調整表面張力,使后一道印刷的油墨表面張力小于前一道油墨的表面張力,以此解決流平不良、疊印不良等印刷問題。 綜上所述,本研究提出的色序決策模型將接觸角測量技術轉化為實際工藝參數,不僅顯著提升疊印質量,還可減少試錯成本,為凹版印刷的標準化、高效化生產提供技術支撐。 |
CHINA PRINT 2021
 視頻訪談 視頻訪談 副標題 新聞中心 新聞中心 副標題 |
Copyright ? 20013-2015 《印刷工業》雜志社有限公司
 (1)
(1)